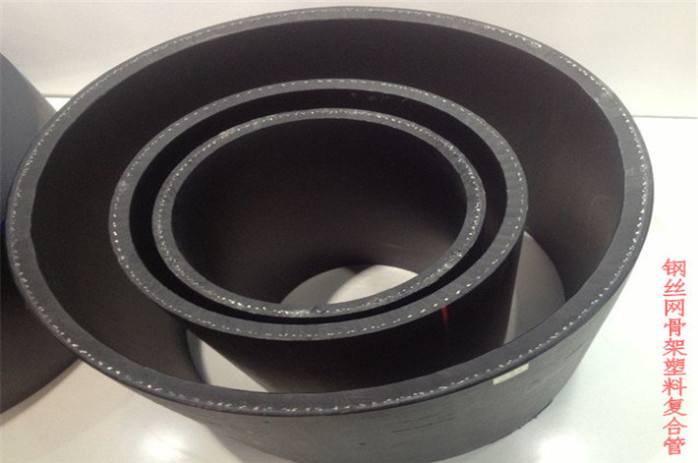
陕西中扬管业集团有限公司专业从事管件管材行业,下面跟着小编一起了解下西安钢丝网骨架管焊接注意事项:
1.整个焊接过程中焊机的输出电压有必要始终维持在额定值±0.5V范围内,**焊机插头无锈蚀、污染,并和电熔管件铜电极配套良好。
2.电熔焊接的环境温度宜在-5℃到40℃之间,当环境温度超出时,有必要采取相应的保护办法。
3.管材或插口管件的焊接面有必要选用专用工具对氧化层进行彻底刮除,刮除氧化层的厚度宜为0.1-0.2mm。
4.需**管材刺进端端口和轴线笔直,且在管材刺进管件前,应选用尺子和记号笔在管材上标识刺进深度,务必**管材刺进到位,且保持管材、件之间同心同轴,否则极易导致冒烟、喷料等现象的发生。

5.当天装配好的管材件未焊接的,晚上有必要做好防护办法,防止夜间下雨(露珠)浸入管材件,特别注意施工人员鄙人雨天制止施工操作。
6.不圆度偏大的管材或插口管件,有必要要先选用专用工具进行必要的整圆后,方可进行电熔焊接。
7.禁止焊接面带水或有其他明显杂物的情况下进行焊接。
8.管材件的合作间隙应适中,尤其是钢丝管材,宜选用紧配形式,若配套过松,则极易导致焊接面熔压缺乏,形成虚焊。
9.应优先选用管件贴的条码进行扫描焊接,以根绝人为因素导致焊接工艺出错。
10.在电熔焊接过程中,施工人员有必要与焊接件保持足够的安全间隔(不少于1m),以防由于意外因素导致焊接喷料,损伤人身。
11.焊接以及冷却过程中禁止移动、脚踏管材、件或对管材、件施加外力,禁止未按标准充沛冷却(宜不少于6h),就对管道进行压力实验。
以上就是西安PE钢丝网骨架厂家的小编整理带来的全部内容,希望能帮助到你。

 当前位置:
当前位置:


 热门推荐
热门推荐